




-
Путь к совершенному жилью: удобный и практичный деревянный дом

С каждым годом все больше наших соотечественников, задумывая строить загородный дом для постоянного проживания...
-
Полировка. Предаем автомобилю вид нового

После нескольких лет эксплуатации нового автомобиля лакокрасочное покрытие начинает тускнеть, подробнее на...
-
Диагностика при помощи карманного компьютера

В качестве устройства для компьютерной диагностики применяются: • Стационарные мотор-тестеры — многофункциональные...
Устранение дефектов монтажа турбокомпрессора
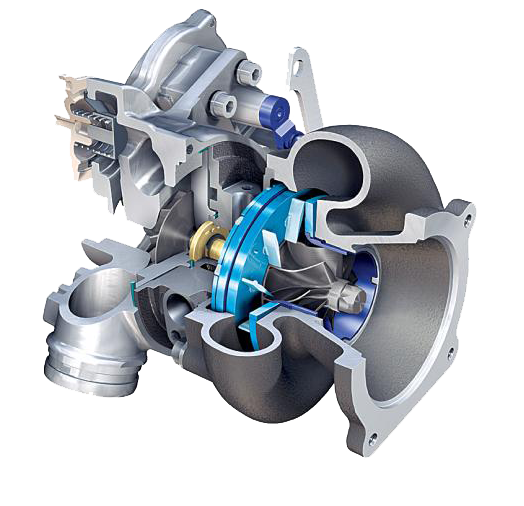 В качестве примера применения описанных приемов исправления дефектов монтажа и наладки приведем описание работ, выполненных при устранении аварии турбокомпрессора производительностью 33 000 м3/час. Весь турбокомпрессорный агрегат с редуктором и электродвигателем был смонтирован с нарушением правил центрирования по муфтам. Роторы ставились по уровню с фиксацией взаимного положения корпусов турбокомпрессора и редуктора по заводским контрольным шпилькам на фундаментных плитах без надлежащей проверки по окружности и торцам муфт. Электродвигатель поставлен на фундаментной плите с выверкой вала ротора по уровню и проверкой па совпадение осей муфт с редуктором только по окружности муфт.
В качестве примера применения описанных приемов исправления дефектов монтажа и наладки приведем описание работ, выполненных при устранении аварии турбокомпрессора производительностью 33 000 м3/час. Весь турбокомпрессорный агрегат с редуктором и электродвигателем был смонтирован с нарушением правил центрирования по муфтам. Роторы ставились по уровню с фиксацией взаимного положения корпусов турбокомпрессора и редуктора по заводским контрольным шпилькам на фундаментных плитах без надлежащей проверки по окружности и торцам муфт. Электродвигатель поставлен на фундаментной плите с выверкой вала ротора по уровню и проверкой па совпадение осей муфт с редуктором только по окружности муфт.
Сборка системы смазки выполнена без соблюдения элементарных правил по очистке деталей маслопровода, соблюдения чистоты при сборке и контроля качества масла.
Смонтированный агрегат простоял в холодном помещении около года, после чего без контрольной разборки подшипников и проверки взаимного положения роторов был пущен на полную нагрузку.
Через несколько минут работы турбокомпрессора, в результате неправильного выполнения монтажа и нагрузки без предварительной контрольной обкатки, выплавился баббит у вкладышей свободной шейки малой шестерни редуктора.
Последняя была отжата в сторону, противоположную большой шестерне, и почти на всей длине зуба вышла из зацепления.
Передача мощности порядка 3000 кет происходила на длине зуба шестерен длиной всего 75-80 мм, отчего зуб большой шестерни на этом участке поверхности был смят.
Кроме того, от смещения оси малой шестерни было нарушено центрирование валов малой шестерни редуктора и турбокомпрессора и задраны зубья соединительной зубчатой муфты.