




-
Путь к совершенному жилью: удобный и практичный деревянный дом

С каждым годом все больше наших соотечественников, задумывая строить загородный дом для постоянного проживания...
-
Полировка. Предаем автомобилю вид нового

После нескольких лет эксплуатации нового автомобиля лакокрасочное покрытие начинает тускнеть, подробнее на...
-
Диагностика при помощи карманного компьютера

В качестве устройства для компьютерной диагностики применяются: • Стационарные мотор-тестеры — многофункциональные...
Устранение причин, вызвавших вибрацию ротора
 Проверка зазоров по обеим шейкам показала сильную выработку баббита вкладышей и недопустимо большие зазоры, равные 0,17-0,15 мм при диаметре шеек 45 мм. Для устранения причин, вызвавших вибрацию ротора, выполнены следующие операции: а) уменьшены зазоры во вкладышах до 0,001-0,0015 диаметра шеек, т. е. до 0,07 мм; вкладыши заново пригнаны по шейкам; б.) проверено и доведено до точности 0,01 мм центрирование муфт вала турбокомпрессора и редуктора; в) спущено грязное масло, промыт бак и маслопроводы и залито чистое масло вязкостью 4,5° по Энглеру при 50° С. При пробном пуске вхолостую, а затем с нагрузкой турбокомпрессор работал без вибраций, спокойно, с нормальной температурой подшипников. Все работы по устранению вибраций продолжались 24 часа.
Проверка зазоров по обеим шейкам показала сильную выработку баббита вкладышей и недопустимо большие зазоры, равные 0,17-0,15 мм при диаметре шеек 45 мм. Для устранения причин, вызвавших вибрацию ротора, выполнены следующие операции: а) уменьшены зазоры во вкладышах до 0,001-0,0015 диаметра шеек, т. е. до 0,07 мм; вкладыши заново пригнаны по шейкам; б.) проверено и доведено до точности 0,01 мм центрирование муфт вала турбокомпрессора и редуктора; в) спущено грязное масло, промыт бак и маслопроводы и залито чистое масло вязкостью 4,5° по Энглеру при 50° С. При пробном пуске вхолостую, а затем с нагрузкой турбокомпрессор работал без вибраций, спокойно, с нормальной температурой подшипников. Все работы по устранению вибраций продолжались 24 часа.
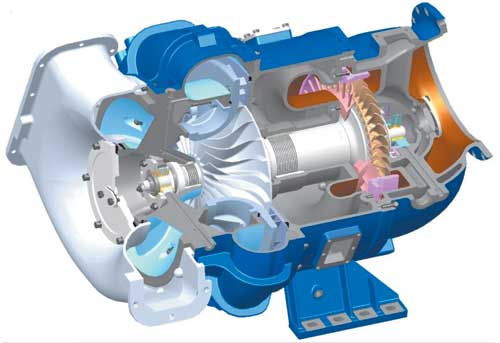
Недостаточная динамическая балансировка ротора. Из-за некоторой неточности геометрической формы и неоднородности материала рабочих колес ротор турбокомпрессора обычно имеет центр тяжести, не совпадающий с действительной осью его вала.
При работе сила тяжести ротора, расположенная на некотором расстоянии от оси вращения, должна создать центробежное усилие, изгибающее вал и создающее вибрацию ротора.
Обычно роторы быстро вращающихся машин, прошедшие на заводах динамическую балансировку, во время пусковых испытаний и эксплуатации вибрации не обнаруживают. Исключение иногда имеют роторы, отбалансированные без муфты сцепления, которая насаживается на вал на месте монтажа машины, и роторы, изменившие свои первоначальные формы после длительной эксплуатации от частичной коррозии материала колес.
В таких случаях рекомендуется ротор отправить на ближайший завод, располагающий специальной машиной для динамической балансировки. Для предупреждения этого ротор проходит динамическую балансировку на специальных балансировочных машинах до сборки турбокомпрессора для испытания на стенде завода.
Раковины и поверхностные трещины
 Если испытание кубиков в соответствующем возрасте покажет их прочность менее 100% проектной марки, возможность сдачи фундамента под монтаж оборудования устанавливается приемочной комиссией на основе освидетельствования сооружения в натуре, а в случае надобности — в зависимости от результатов испытания пробной нагрузкой. Прочитать остальную часть записи »
Если испытание кубиков в соответствующем возрасте покажет их прочность менее 100% проектной марки, возможность сдачи фундамента под монтаж оборудования устанавливается приемочной комиссией на основе освидетельствования сооружения в натуре, а в случае надобности — в зависимости от результатов испытания пробной нагрузкой. Прочитать остальную часть записи »
Наблюдение за количеством масла в баке
 При пуске и остановке турбокомпрессора, когда оборотов вала редуктора недостаточно для поддержания работы главного насоса и давление в маслопроводе ниже требуемого, масло подается ручным насосом или специальным вспомогательным, с приводом от электродвигателя. Прочитать остальную часть записи »
При пуске и остановке турбокомпрессора, когда оборотов вала редуктора недостаточно для поддержания работы главного насоса и давление в маслопроводе ниже требуемого, масло подается ручным насосом или специальным вспомогательным, с приводом от электродвигателя. Прочитать остальную часть записи »
Выбор масла для смазки турбокомпрессора и определение зазоров в подшипниках
 Для бесперебойной, безаварийной работы турбокомпрессорной установки необходимо не только правильно ее обслуживать при эксплуатации и соблюдать правила пуска и остановки, но и проводить своевременно периодический осмотр и ремонт работающих и подвергающихся износу деталей. Прочитать остальную часть записи »
Для бесперебойной, безаварийной работы турбокомпрессорной установки необходимо не только правильно ее обслуживать при эксплуатации и соблюдать правила пуска и остановки, но и проводить своевременно периодический осмотр и ремонт работающих и подвергающихся износу деталей. Прочитать остальную часть записи »
Программа испытания
 Балки каркаса монтировались так, чтобы болт проходил между двумя близко расположенными балками. Турбокомпрессор производительностью 15 000 м/час при 8,5 атм. описание и подробное изложение монтажа которого приведены выше, после месячной работы подвергся испытанию по следующей программе: а) проверка паспортных данных; б) снятие характеристики при полностью открытом дросселе регулятора на всасывании; в) выяснение характеристики режима работы при частичном прикрытии дросселя на всасывании; г) исследование влияния различной температуры охлаждающей воды на работу турбокомпрессора; д) замер состояния воздуха но ступеням для построения процесса сжатия в AS-диаграмме. Прочитать остальную часть записи »
Балки каркаса монтировались так, чтобы болт проходил между двумя близко расположенными балками. Турбокомпрессор производительностью 15 000 м/час при 8,5 атм. описание и подробное изложение монтажа которого приведены выше, после месячной работы подвергся испытанию по следующей программе: а) проверка паспортных данных; б) снятие характеристики при полностью открытом дросселе регулятора на всасывании; в) выяснение характеристики режима работы при частичном прикрытии дросселя на всасывании; г) исследование влияния различной температуры охлаждающей воды на работу турбокомпрессора; д) замер состояния воздуха но ступеням для построения процесса сжатия в AS-диаграмме. Прочитать остальную часть записи »